 |
| Информация |
 |
|
|
 Как паять латунь самостоятельно? Как паять латунь самостоятельно?
 Пайка латуней обладает своими особенностями из-за склонности этих металлов испарять горячий цинк и покрываться оксидной пленкой. Однако сделать это вполне можно – используются в процессе флюсы, мягкие и твердые припои из меди с серебром, а температурный режим в идеале регулируется по виду латуни. В теории бытовым паяльником и оловяно-свинцовым припоем тоже можно паять латунь, как и большинство металлов, но данный шов будет очень непрочен. Пайка латуней обладает своими особенностями из-за склонности этих металлов испарять горячий цинк и покрываться оксидной пленкой. Однако сделать это вполне можно – используются в процессе флюсы, мягкие и твердые припои из меди с серебром, а температурный режим в идеале регулируется по виду латуни. В теории бытовым паяльником и оловяно-свинцовым припоем тоже можно паять латунь, как и большинство металлов, но данный шов будет очень непрочен.
Тонкости самостоятельной пайки
Сегодня латунные изделия представлены в широком ассортименте, дома наполнены латунными радиаторами и трубами, нуждающимися в герметичности. Поэтому естественно возникает потребность в ремонте. Мы не советуем использовать для работы с латунями широко распространенный вариант пайки свинцово-оловянными припоями при помощи самого обычного паяльника. Простота процедуры с лихвой перекрывается ее недостатками: шов получается толстым, слабым, легко может разойтись во время изгиба, и не является долговечным.
Инструменты и материалы
Для обработки латунных сплавов потребуется такой инструментарий, как газовая горелка, основание из асбеста, тигель графитовый. Материалы нужны следующие: медь, серебро, борная кислота и бура.
Припой и флюс
Твердый и мягкий припой готовятся примерно одинаково, разве что отличается слегка состав тиноля. В классическом представлении он должен состоять из меди и серебра в пропорции 1 к 2. Для сплавления двух металлов нам и потребуется газовая горелка с тигелем. Складываем в графитовую емкость металл, нагреваем горелкой. Как только металлы расплавились, компоненты можно перемешивать проволочкой. Флюс изготавливается из порошков борной кислоты и буры, смешанных в пропорции 1 к 1 и залитых 200 мл воды. После чего состав перемешивают, кипятят и доводят до комнатной температуры. Все.
Выполнение работы
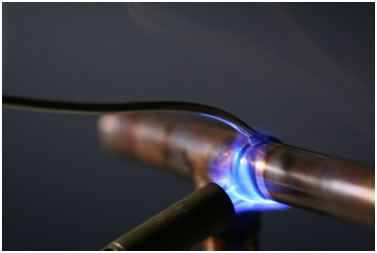
Для пайки берем асбестовое основание и помещаем на него паяемые детали. Смачиваем флюсом. Присыпаем припоем. И начинаем медленно нагревать. Сначала темп увеличивать нельзя, потому что тогда припой попросту не сцепится с поверхностью. Но когда сцепление уже произошло, можно и увеличить темп, добиваясь красного оттенка. Припой будет протекать в повреждение, занимая пустое пространство зазора и скрепляя детали. Перегревать материал не рекомендуется, ведь припой плавится при температуре всего лишь на 50 градусов меньше, чем большинство латунных сплавов. После остывания промываем изделие в пятипроцентном горячем растворе серной кислоты.
В результате получается мощный шов, что внешне неотличим от поверхности материала, и прослужит очень долго.
|
|
|

